电话:15064426388
邮箱:SFL1980@163.com
地址 : 山东省潍坊市玉清西街葛埠村
网址:www.wfjingcheng.cn
全国服务热线:15064426388 13280744865

电话:15064426388
邮箱:SFL1980@163.com
地址 : 山东省潍坊市玉清西街葛埠村
网址:www.wfjingcheng.cn
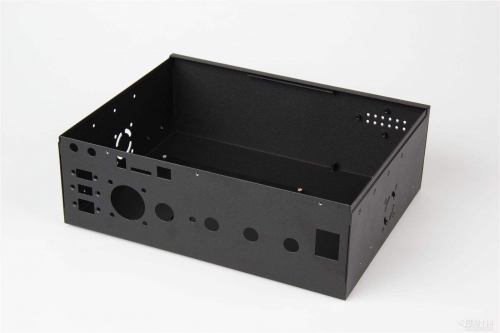
对于任何一个钣金件来说,它都有必定的加工过程,也就是所谓的工艺流程.随着钣金件结构的差异,工艺流程可能各不相同,但总的不超越以下几点.
1.规划并绘出其钣金件的零件图,又名三视图.其作用是用图纸方法将其钣金件的结构表达出来。
2.绘制展开图.也就是将一结构杂乱的零件展开成一个平板件。
3.下料.下料的方法有许多种,主要有以下几种方法:
a. 剪床下料.是运用剪床剪出展开图的外形长宽尺度.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
b. 冲床下料.是运用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其长处是耗费工时短,效率高,可削减加工成本,在批量生产时经常用到.
c. NC数控下料.NC下料时首先要编写数控加工程序.就是运用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来.
d. 激光下料.是运用激光切开方法,在一块铁板上将其平板件的结构形状切开出来.
4.翻边攻丝.翻边又名抽孔,就是在一个较小的基孔上抽成一个稍大的孔,再在抽孔上攻丝.这样做可增加其强度,避免滑牙.一般用于板厚比较薄的钣金加工.当板厚较大时,如2.0、2.5等以上的板厚,我们便可直接攻丝,无须翻边.
5.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方法,以到达加工意图.其加工需要有相应的模具来完结操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等.
6.压铆.压铆就本厂而言,经常用到的有压铆螺柱、压铆螺母、压铆螺钉等,其压铆方法一般通过冲床或液压压铆机来完结操作,将其铆接到钣金件上.
7.折弯.折弯就是将2D的平板件,折成3D的零件.其加工需要有折床及相应的折弯模具来完结操作.它也有必定的折弯顺序,其原则是对下一刀不发生干涉的先折,会发生干涉的后折.
8.焊接.焊接就是将多个零件组焊在一起,到达加工的意图或是单个零件边缝焊接,以增加其强度.其加工方一般有以下几种:CO2气体维护焊、氩弧焊、点焊、机器人焊接等.这些焊接方法的选用是依据实践要求和原料而定.一般来说CO2气体维护焊用于铁板类焊接;氩弧焊用于铝板类焊接;机器人焊接主要是在料件较大和焊缝较长时运用.如机柜类焊接,可采用机器人焊接,可节约许多任务时,进步工作效率和焊接质量.
9.外表处理.外表处理一般有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等.磷化皮膜一般用于冷轧板和电解板类,其作用主要是在料件表上镀上一层维护膜,避免氧化;再来就是可增强其烤漆的附着力.电镀五彩锌一般用冷轧板类外表处理;铬酸盐、氧化一般用于铝板及铝型材类外表处理;其详细外表处理方法的选用,是依据客户的要求而定.
10.拼装.所谓拼装就是将多个零件或组件按照必定的方法组立在一起,使之成为一个完整的料品。其中需注意的就是对料件的维护,不可划碰伤.拼装是一个料品完结的最终一步,若料件因划碰伤而无法运用,需返工重做,会浪费许多的加工工时,增加料品的成本.因此要特别注意对料件的维护.
潍坊精诚机械有限公司
地址:山东省潍坊市潍城区玉清街西首
电话:15064426388
邮箱:SFL1980@163.com
网址:www.wfjingcheng.cn